ISONIC 2005, ISONIC 2020, ISONIC STAR - Portable Smart All-in-One Ultrasonic Flaw Detector and Recorder
Single Channel / 2 Probe Terminals
Longitudinal, Shear, Guided, and Surface Waves Inspections
Enhanced Signal Evaluation for the Live and Frozen A-Scans
Manual / Semiautomatic / Automatic Scanning
Single Axis Encoder
Line Scanning with the Encoded or Time-Based Recording
Corrosion Profiling and Flaw Detection and Imaging
A-Scan, B-Scan, CB-Scan, and TOFD
Frequency Domain Signal Analysis (FFT) - Ultrasonic Spectroscopy
100% Raw Data Recording
Remote Control and Data Acquisition
Up To 20m Length of One Standard Line Scanning Record
Playback A-Scans for All Recorded Data
Defect Sizing and Pattern Analysis
Sun Readable High Color Touch Screen
VGA Output, USB and LAN Terminals
Compliance with ASME, EN, RBIM, etc
Multi-Axis Encoder (option)
Encoded XY- or more Complicate Scanning (option)
Interface Echo (option)
Sync In/Out Triggering Terminals (option)
Analogue RF Output (option)
Commercial names:
ISONIC 2005 is the original product name ISONIC 2020 is a commercial name for ISONIC 2005 in South East Asia
ISONIC STAR is a commercial name for ISONIC 2005 in China
Since December 1, 2017 ISONIC 2005, ISONIC 2020, ISONIC STAR is phased out; the full support of the existing instruments is continued.
ISONIC 2005, ISONIC 2020, ISONIC STAR is successed by the ISONIC3505
ISONIC 2005 uniquely combines functionality and mobility of the high performance portable digital ultrasonic flaw detector with recording,
imaging, and data processing capabilities of smart computerized inspection system
ISONIC 2005 allows resolving of a variety of ultrasonic inspection tasks:
A-Scan-based inspection using conventional pulse echo, back echo attenuation, and through transmission techniques
Line Scanning and Recording:
Thickness Profile B-Scan Imaging and Recording
Flaw Detection B-Scan cross-sectional Imaging and Recording for the Longitudinal and Shear Wave Inspections
Flaw Detection / Corrosion Screening CB-Scan Horizontal Plane-View Imaging and Recording for the Shear, Surface, and Guided Wave Inspections
TOFD / CHIME Inspection ñ RF B-Scan and D-Scan Imaging
XY-Scanning and Recording with C-Scan and B-Scan Imaging
For all types of the Line Scanning and XY-Scanning coverage the A-Scans are recorded at each probe position and may be played back and evaluated
at the postprocessing stage.This allows performing of the defects characterization through the echo-dynamic pattern analysis off-line
The Thickness Profile B-Scan is convertible into the format compatible with the various Risk Based Inspection and Maintenance (RBIM) procedures
ISONIC 2005 has practically unlimited capacity for the storage of the:
Single A-Scans accompanied with the corresponding instrument settings
Ultrasonic signal spectrum graphs (FFT) accompanied with the corresponding RF A-Scans and the instrument settings
Various A-Scans sequence records along with the corresponding Thickness Profiles, B-Scans, CB-Scans, TOFD Maps; each record is accompanied with the corresponding instrument settings
ISONIC 2005 complies with the requirements of the following National and International Codes:
ASME Section I ñ Rules for Construction of Power Boilers
ASME Section VIII, Division 1 ñ Rules for Construction of Pressure Vessels
ASME Section VIII, Division 2 ñ Rules for Construction of Pressure Vessels. Alternative Rules
ASME Section VIII Article KE-3 ñ Examination of Welds and Acceptance Criteria
ASME Code Case 2235 Rev 9 ñ Use of Ultrasonic Examination in Lieu of Radiography
Non-Destructive Examination of Welded Joints ñ Ultrasonic Examination of Welded Joints. ñ British and European Standard BS EN 1714:1998
Non-Destructive Examination of Welds ñ Ultrasonic Examination ñ Characterization of Indications in Welds. ñ British and European Standard BS EN 1713:1998
Calibration and Setting-Up of the Ultrasonic Time of Flight Diffraction (TOFD) Technique for the Detection, Location and Sizing of Flaws. ñ British Standard BS 7706:1993
WI 00121377, Welding ñ Use Of Time-Of-Flight Diffraction Technique (TOFD) For Testing Of Welds. ñ European Committee for Standardization ñ Document # CEN/TC 121/SC 5/WG 2 N 146, issued Feb, 12, 2003
ASTM E 2373 ñ 04 ñ Standard Practice for Use of the Ultrasonic Time of Flight Diffraction (TOFD) Technique
Non-destructive testing of welds - Ultrasonic testing - Use of time-of-flight diffraction technique (TOFD). - International Standard EN ISO 10863:2011
Non-Destructive Testing ñ Ultrasonic Examination ñ Part 5: Characterization and Sizing of Discontinuities. ñ British and European Standard BS EN 583-5:2001
Non-Destructive Testing ñ Ultrasonic Examination ñ Part 2: Sensitivity and Range Setting. ñ British and European Standard BS EN 583-2:2001
AD 2000-Merkblatt HP 5/3 Anlage 1:2015-04: Zerstˆrungsfreie Pr¸fung der Schweiþverbindungen - Verfahrenstechnische Mindestanforderungen f¸r die zerstˆrungsfreien Pr¸fverfahren - Non-destructive
testing of welded joints ñ Minimum technical procedure requirements for non-destructive testing methods (Germany)
The zero point test and annual verification procedures of ISONIC 2005 are fully compliant with the international standards below and the corresponding national norms
EN 12668-1 / ISO 22232-1. Non-destructive testing ñ Characterization and verification of ultrasonic examination equipment. Part 1: Instruments
EN 12668-3 / ISO 22232-3. Non-destructive testing ñ Characterization and verification of ultrasonic examination equipment. Part 3: Combined Equipment
Spike pulse - smoothly tunable (18 levels) 50V Ö 400 V into 50 Ω at 4 levels of excitation energy
Square wave pulse - smoothly tunable (18 levels) 50V Ö 400 V into 50 Ω
Pulse Duration:
Spike pulse - 10Ö70 ns for 50 Ω load depending on Energy and Damping setup
Square wave pulse - 65Ö600 ns controllable in 5 ns step with driving of both leading edge and trailing edge of the pulse
Energy (Spike Pulse):
4 discrete energy values / 40 μJ (min) to 250 μJ (max) ñ at 400V amplitude
Modes:
Single / Dual
Damping:
17 discrete resistances values / 25Ω min to 1000 Ω max
0...99 % of screen height controllable in 1% resolution
DAC / TCG:
Theoretical ñ through keying in dB/mm (dB/") factor
Experimental ñ through sequential recording echo amplitudes from variously located equal reflectors
46 dB Dynamic Range, Slope ≤ 20 dB/μs, Capacity ≤40 points
Available for Rectified and RF Display
DGS:
Standard Library for 18 probes / unlimitedly expandable
Gates:
2 Independent Gates / unlimitedly expandable
Gate Start and Width:
Controllable over whole variety of A-Scan Display Delay and A-Scan Range settings
in 0.1 mm /// 0.001" resolution
Gate Threshold:
5Ö95 % of A-Scan height controllable in 1 % resolution
Measuring Functions ñ Digital
Display Readout:
27 automatic functions / expandable; Dual Ultrasound Velocity Measurement Mode for
Multi-Layer Structures; Curved Surface / Thickness / Skip correction for angle beam probes; Ultrasound velocity and Probe Delay Auto-Calibration for all types of probes
Freeze (A-Scans and Spectrum Graphs)
Freeze All
Freeze Peak
All signal and spectrum evaluation functions, managing gates and Gain settings are allowed for frozen signals
Encoder Interface:
Built-in interface for incremental mechanical encoder
Time-based or True-to-location (incremental encoder)
Length of one record:
50Ö20000 mm (2"Ö800"), automatic scrolling
Method of Record:
Complete raw data recording
Region of Interest:
Controllable over entire Display Delay, Probe Delay, Range, US Velocity and other appropriate
instrument settings
Off-Line Image Analysis:
Recovery and play back of A-Scan captured during scanning
Echo-dynamic pattern analysis ∑ Defects sizing and outlining
Statistical analysis of Thickness / Amplitude data
Converting Record into ASCII/MS Excel®/MS Word“ formats
Data Reporting:
Direct printout of Calibration Dumps, A-Scans, Spectrum Graphs, thickness profile B-Scans,
cross-sectional B-Scans, plane view CB-Scans, TOFD maps
Data Storage Capacity:
At least 100000 sets including calibration dumps accompanied with A-Scans and/or Spectrum
Graphs; At least 10000 sets including calibration dumps accompanied with thickness profile
B-Scans or cross-sectional B-Scans or plane view CB-Scans or TOFD maps
On-Board Computer
AMD LX 800 - 500MHz
RAM:
1 GB
Quasi HDD:
CF Card / 4 GB
Standard Ports:
2 x USB (optionally expandable up to 8)
Ethernet
sVGA
Screen:
6.5" High Color Resolution (32 bit) SVGA 640×480 pixels 133×98 mm (5.24" ×3.86") Sun-readable
LCD; Maximal A-Scan Size (working area) ñ 130×92 mm (5.12" × 3.62")
Controls:
Front Panel Sealed Keyboard
Front Panel Sealed Mouse
Touch Screen
Remote Control:
From an external computer running under W'XP, W'7, W'8 through Ethernet
No special software required
All calibration and inspection data is stored in the control computer
Operating System:
W'XPEmb
Power:
Mains - 100Ö240 VAC, 40Ö70 Hz, auto-switch; Battery 12V 8AH up to 6 hours continuous operation
Ambient Temperature:
-30∞C ... +60∞C (operation)
-50∞C ... +60∞C (storage)
Housing:
Rugged aluminum case with carrying handle
IP 65
No air intake / cooling not required
Dimensions:
265×156×101 mm (10.43"×6.14"×3.98") - without battery
265×156×139 mm (10.43"×6.14"×5.47") - with battery
Weight:
2.650 kg (5.83 lbs) - without battery
3.580 kg (7.88 lbs) - with battery
Conventional pulse echo and through transmission A-Scan-based inspection
640X480 pixels A-Scan display of the working area with physical dimensions 130 x 90 mm (5.12" x 3.62") is among the largest for the plurality of portable ultrasonic flaw detectors
Combined adjustable spike / square wave pulser equipped with the variety of probe impedance matching coils allows providing of the best ultrasonic wave penetration for various materials
characterized either by high or low grain size, sound attenuation, and the like
High frequency probe will not be destroyed occasionally upon connecting to instrument's firing output even if the duration of square wave initial pulse is improperly long thanks to the probe damage prevention circuit
automatically limiting the energy transmitted to the probe's crystal
46 dB dynamic range 20 dB/µs maximum slope multiple curve DAC/TCG may be created using up to 40 data points to correct the distance ñ amplitude variations of ultrasonic signals
The theoretical or experimental DAC may be created through keying in the dB/mm (dB/") factor or one-by-one recording of the echo amplitudes from the variously located reflectors
DAC/TCG may be applied to the rectified A-Scans (positive, negative, and full wave) and to the RF A-Scans as well
The built-in DGS database for the standard probes is unlimitedly expandable
Thanks to the extended dynamic range the signals significantly exceeding the A-Scan height (up to 199.9%) may be evaluated without Gain drop
Manipulating of the Gain and Gates settings is possible for the frozen A-Scans providing bringing of the stored signals to the level most convenient for the off-line evaluation
The Dual Ultrasound Velocity Measurement Mode extremely simplifies resolving of the sound path distances for the dissimilar materials adjacent to each other whereas the different values of ultrasound velocity are
valid for the variety of the signals appearing on the same A-Scan
The RF display mode combined with the frequency domain signal analysis (FFT) enhances the instrumentís capabilities for the ultrasonic spectroscopy with the purpose of materials characterization,
bond inspection, testing of dissimilar materials, defect pattern analysis, probes evaluation, etc
Optional data logger organizes and manages database files capable to store up to 254745 thickness readings each and organized as 2D matrix. In
the database every thickness reading is accompanied with the corresponding raw data A-Scan and instrument setup. Automatic creating of MS ExcelÆ thickness spreadsheet meets the
requirements of various Risk Based Inspection and Maintenance (RBIM) procedures
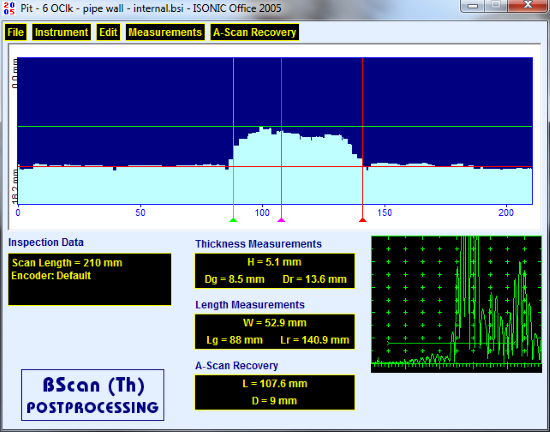
The Thickness Profile imaging and recording is performed through the continuous capturing of the thickness readings along the probe trace:
Both time-based (real time clock) and true-to-location (built-in incremental encoder interface) modes of data recording are supported
The complete sequence of A-Scans is recorded along with the thickness profile
The off-line evaluation of the thickness profile record is featured with:
Sizing of the thickness damages: the remaining thickness, the thickness loss, and the length of the damage
Play-back and evaluation of the A-Scans captured during the scanning
Off-line reconstruction of the thickness profile image for various Gain and/or Gate settings
Automatic conversion of the thickness profile B-Scan data into MS Excel® spreadsheet meeting the requirements of various Risk Based Inspection and Maintenance (RBIM) procedures
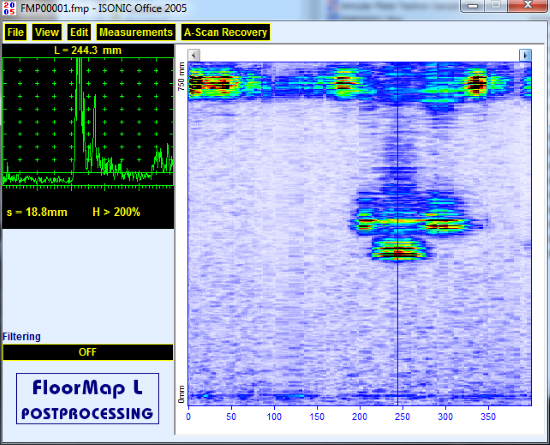
Typical Application: Corrosion characterization
Movie for the Thickness Profile imaging principle:
Typical Thickness B-Scan screen:
Thickness profiling with use of the automatic scanner:
Note: In order to accelerate the data stream the videos above are linked to the Youtube. In case the YouTube may not be accessed from your location please use the links below
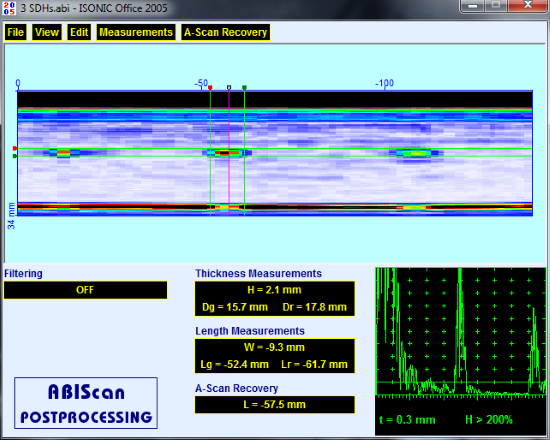
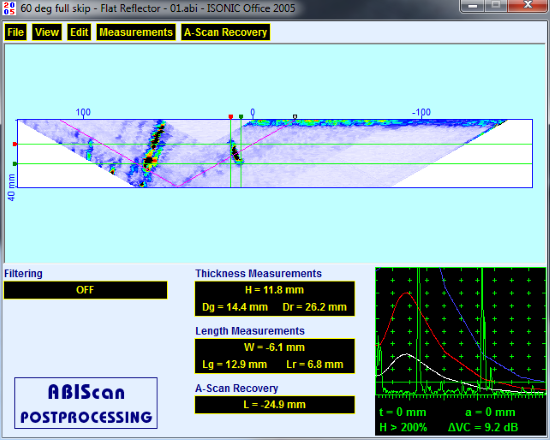
The B-Scan cross-sectional imaging and recording of defects for longitudinal and shear wave inspection is performed through the continuous measuring of the echo amplitudes and reflectors coordinates along the probe trace:
Both time-based (real time clock) and true-to-location (built-in incremental encoder interface) modes of data recording are supported
The complete sequence of A-Scans is recorded along with the B-Scan image
Off-line evaluation of the B-Scan record is featured with:
Sizing of the defects: the coordinates and projection dimensions
Play-back and evaluation of the A-Scans captured during the scanning
Defects outlining and the echo-dynamic pattern analysis
Reconstruction of the B-Scan image for the various Gain and/or Reject settings
DAC / DGS B-Scan image normalization
Typical Applications: Pulse echo inspection of welds, composites, metals, plastics, and the like
Movie for the B-Scan cross-sectional imaging principle:
Typical B-Scan screens for the 0-deg and angle beam inspection:
Note: In order to accelerate the data stream the video above is linked to the Youtube. In case the YouTube may not be accessed from your location please use the link below
The CB-Scan horizontal plane-view imaging and recording of the defects for shear, surface, and guided wave inspection is performed through the continuous measuring of the echo amplitudes and reflectors coordinates along the probe trace:
Both time-based (real time clock) and true-to-location (built-in incremental encoder interface) modes of data recording are supported
The complete sequence of A-Scans is recorded along with the CB-Scan image
Off-line evaluation of the CB-Scan record is featured with:
Sizing of the defects: the coordinates and projection dimensions
Play-back and evaluation of the A-Scans captured during the scanning
Defects outlining and the echo-dynamic pattern analysis
Reconstruction of CB-Scan image for the various Gain and/or Reject settings
DAC/DGS CB-Scan image normalization
Typical Applications: SRUT guided wave and CHIME inspection of the annular rings, plates, pipewalls, shells, and the like for the pitting, stress corrosion, etc; weld inspection, surface wave inspection
Movie for the CB-Scan horizontal plane-view imaging principle:
Typical CB-Scan screen for the SRUT guided wave inspection of the annular rings and tube walls:
SRUT GW inspection of annular rings and tube walls:
Detecting Defects through the High Alloy Cladding with Irregular Surface using SRUT Probe:
CB-Scan Record for the Shear Wave Inspection of Welds in the Thin Wall Tubes with the use of
Dual Element Probes with Flexible Contact Face:
Note: In order to accelerate the data stream the videos above are linked to the Youtube. In case the YouTube may not be accessed from your location please use the links below
TOFD Inspection ñ RF B-Scan and D-Scan Imaging
Both time-based (real time clock) and true-to-location (built-in incremental encoder interface) modes of data recording are supported
Averaging A-Scans whilst recording as per operator's selection
The complete sequence of RF A-Scans is recorded along with the TOFD map
Off-line evaluation of the TOFD Map - the all-functional TOFD postrpocessing is featured with:
Improvement of the near surface resolution through the removal of lateral wave and/or back echo record
Linearization and straightening
Play-back and evaluation of the A-Scans obtained during the scanning
Manipulating the contrast of the TOFD image through varying Gain setting, ADC grades, and/or rectification
Defects pattern analysis and sizing:
Depth and Height
Position along the fusion line and Length: parabolic cursors and SAFT are applicable
The video below illustrates TOFD A-Scan for the sharp edged planar vertical and compact discontinuities:
Movies for the TOFD Recording and Imaging principle (the videos were captured on the specimens made of steel and HDPE):
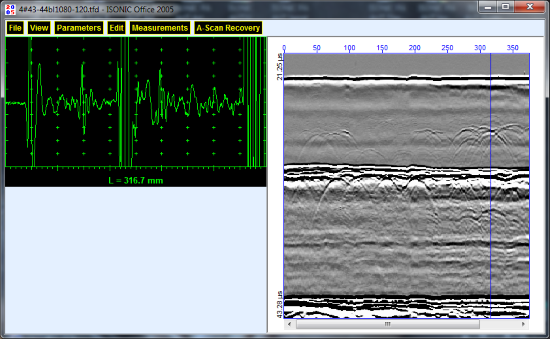
Typical TOFD record for the weld inspection:
In the field:
Note: In order to accelerate the data stream the videos above are linked to the Youtube. In case the YouTube may not be accessed from your location please use the links below
UT over IP - Remote Control and Data Acquisition
Thanks to the Client ñ Server software architecture ISONIC 2005 may be controlled remotely from a regular PC running under WiníXP, 7, 8, 10. There is no need in the special software for that purpose, just download and install in the PC the same software as used in the instrument
The software installed in the PC should be of the same release as the software running in the ISONIC 2005 and correspond to the instrument model
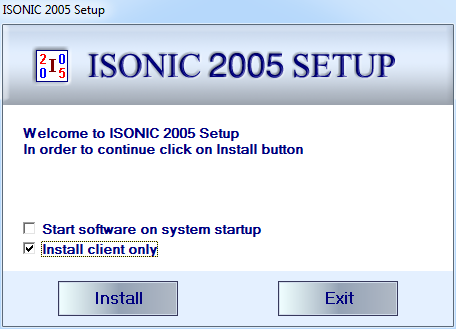
Installing the Instrument Software in the PC
Upon started the installation routine generates the dialogue as below on the PC screen:
It is necessary to check Install client only and uncheck Run on windows startup option then to click on Install button. Further actions are taken by the installation routine automatically
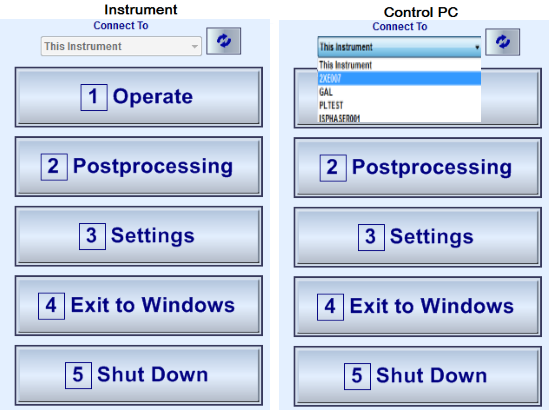
Controlling the Instrument from the PC
The instrument and the computer should be connected to the same LAN or Wi-Fi and obtain the IPs automatically. The initial Startup menu (Start Screen) appearing upon powering the instrument on and booting up completed
should be kept on the unit's screen at the time of establishing the remote connection and control. In the computer the same software should be launched: on appearing of the Startup menu it is necessary to select the instrument
to be controlled from the list of the available Idle units:
Once the connection is established ISONIC 2005 unit enters into the slave mode being connected to the probes and encoder and running the just the server routine while the computer performs full control of the instrument,
data acquisition, processing, and storage on the local drives through running of the client software in the same manner as the instrument does when operating autonomously